

The Story
In the heart of India's booming infrastructure landscape, a quiet revolution is underway. the cement manufacturer, one of India's largest cement manufacturers and apart of a leading Indian industrial group, is not just supplying the building blocks of modern India; it's redefining what it means to be a responsible industrial leader in the 21st century. This is the story of how a company at the heart of a carbon-intensive industry is embracing digital transformation to build a greener, more sustainable future for all.
The challenge for the company, and indeed the entire cement industry, is monumental. As a key ingredient in concrete, cement is the second most-consumed substance on Earth after water. Its production, however, is a significant contributor to global CO2 emissions. of the company's scale with a over 130 million tonnes per annum, the responsibility to mitigate its environmental impact is not just a matter of corporate social responsibility; it's a business imperative.
The company's journey towards sustainability is not a recent development. The company has long been a proponent of environmental stewardship, but the convergence of digital technologies has provided a powerful new set of tools to accelerate its efforts. By weaving a digital thread through every aspect of its operations, from the mines to the factory floor, the company is unlocking new levels of efficiency, transparency, and innovation, proving that profitability and sustainability can coexist.
One of the most compelling examples of this digital transformation in action can be found at one of its integrated units in northern India Here, in the rugged terrain of the surrounding region, the company has deployed a cutting-edge solution that leverages the power of the Internet of Things (IoT) and Artificial Intelligence (AI) to optimize its mining operations. By equipping its fleet of 60 material handling equipment with wireless sensors and GPS trackers, the company can monitor their performance in real-time. This data is then fed into an AI-powered platform that provides actionable insights, enabling them to identify and eliminate inefficiencies. The result? A staggering fuel saving of 190,000 liters of diesel per year, a significant reduction in their carbon footprint, and a blueprint for sustainable mining that can be replicated across their other locations.
But the company's don't stop at the mines. The company is also pioneering the use of co-processing, a technology that allows it to replace a portion of its fossil fuel consumption with alternative fuels derived from waste materials. In fact, the company is currently supporting 80 municipal corporations across India in their efforts to reduce the amount of waste sent to landfills. At"a cement works in southern India" for instance, a remarkable 25% of the unit's heat requirement is now met through the utilization of waste materials sourced from local industries and municipalities. This has not only made the unit 16.25 times plastic positive but has also resulted in a CO2 reduction of 2,250 tonnes per annum.
These are just a few examples of how the company is harnessing the power of digital transformation to drive its sustainability agenda. From the adoption of renewable energy sources to the implementation of an internal carbon price, the company is leaving no stone unturned in its quest to decouple its growth from its environmental footprint. It's a story of innovation, of responsibility, and of a company that is not just building India's future, but building a better future for all.

How It Works
"The company's"is not a single, monolithic project, but rather a collection of interconnected initiatives that are being implemented across their entire value chain. Here's a closer look at some of the key technologies and strategies that are driving their success:
Smart Mining with AI and IoT
At the company's is the use of data to drive decision-making. In their mining operations, this takes the form of a sophisticated system that combines the Internet of Things (IoT) and Artificial Intelligence (AI) to optimize efficiency and reduce environmental impact. Here's how it works:
Data Collection: A fleet of material handling equipment, such as trucks and excavators, is equipped with wireless sensors and GPS trackers. These sensors collect a vast amount of data in real-time, including vehicle location, speed, fuel consumption, and engine performance.
Data Transmission: The data is transmitted wirelessly to a central platform, where it is stored and processed.
AI-Powered Analysis: An AI-powered platform analyzes the data to identify patterns and anomalies. For example, it can detect when a vehicle is idling for too long, when it is taking an inefficient route, or when it is due for maintenance.
Actionable Insights: The platform provides actionable insights to the operations team, enabling them to make data-driven decisions. For example, they can reroute vehicles to avoid congestion, schedule preventative maintenance to avoid breakdowns, and provide targeted training to drivers to improve their fuel efficiency.
By implementing this system at this cement works, the company has been able to achieve a fuel saving of 190,000 liters of diesel per year, a testament to the power of data in driving sustainable outcomes.
Co-processing: Turning Waste into Fuel
Another key pillar of the company's is co-processing, a technology that allows them to replace a portion of their fossil fuel consumption with alternative fuels derived from waste materials. This not only reduces their reliance on coal and other fossil fuels but also helps to address the growing problem of waste management in India. Here's how it works:
Waste Sourcing: the company partners and local industries to source a variety of waste materials, including plastics, agricultural waste, and industrial byproducts.
Waste Preparation: The waste is carefully sorted, shredded, and blended to create a uniform fuel with a consistent calorific value.
Co-processing in the Kiln: The prepared waste is then fed into the cement kiln, where it is incinerated at extremely high temperatures (over 1,400 degrees Celsius). At these temperatures, the organic components of the waste are completely destroyed, while the inorganic components are incorporated into the clinker, the primary ingredient in cement.
Emission Control: The entire process is carefully monitored to ensure that it complies with the strictest environmental standards. The high temperatures and long residence times in the kiln ensure that there are no harmful emissions, and the resulting clinker is of the same high quality as that produced with traditional fuels.
the company is not only reducing its carbon footprint but also creating a circular economy where waste is not a problem to be managed, but a resource to be utilized. One of its cement works, which now meets 25% of its heat requirement through co-processing, is a shining example of this innovative approach in action.
A Transition to Renewable Energy
In addition to optimizing their existing operations, the company is also investing in renewable energy to power their plants. The company is increasingly using solar and wind power to reduce its reliance on the grid and further decarbonize its operations. two of its grinding units in southern India have been operating entirely on renewable energy for extended periods, leading to a combined reduction of over 39,500 tons of carbon emissions. These initiatives are part of a broader strategy to increase the share of green energy in their total energy mix to 85% by 2030.
Departmental Impact
The company's is not just about implementing new technologies; it's about driving a cultural shift that is being felt across every department of the organization. Here's a look at how this transformation is making an impact:
Operations
The operations team is at the forefront of the company's The real-time data and actionable insights provided by the new systems are enabling them to make smarter, faster decisions. Predictive maintenance is reducing equipment downtime, optimized routing is improving logistics, and automated process controls are ensuring a more consistent and high-quality output. The result is a more efficient, agile, and resilient operation that is better equipped to meet the demands of a rapidly growing market.
Sustainability
For the sustainability team, the digital transformation is a game-changer. The ability to accurately measure and monitor their environmental performance in real-time is providing them with the data they need to make a tangible impact. The success of co-processing and renewable energy initiatives is a direct result of this data-driven approach, allowing for continuous improvement and transparent reporting.
Finance
The finance department is also reaping the benefits of the digital transformation. The operational efficiencies are leading to significant cost savings, which are boosting the company's bottom line. Furthermore, the company's strong sustainability performance is opening up new avenues of financing. In a first for India and a second for Asia, the company has issued , a testament to the growing recognition in the financial markets that sustainability and profitability go hand in hand.
Human Resources
The digital transformation is also having a positive impact on the company's its people. The new technologies are creating a safer and more engaging work environment. For example, the use of drones for stockpile management and remote monitoring is reducing the need for employees to work in hazardous areas. The company is also investing in training and development to equip its workforce with the skills they need to thrive in the digital era, fostering a culture of innovation and continuous learning.
Marketing & Communications
The procurement department has also benefited from the new system. When a technician identifies a part that needs to be replaced, they can use the tablet to scan the part's barcode or serial number. The system then automatically generates a purchase requisition, complete with the part number, quantity, and required delivery date. This has streamlined the procurement process, reducing the time it takes to order and receive spare parts, and minimizing the risk of ordering the wrong part. This has had a direct impact on reducing equipment downtime and improving the efficiency of the entire supply chain.
Quantified Business Impact
The company's to digital transformation and sustainability is not just about creating a positive environmental impact; it's also about delivering tangible business results. The following table summarizes the key quantified impacts of their initiatives:
These numbers paint a clear picture:for the cement manufacturer, but a value driver. By investing in digital technologies and innovative solutions, the company is not only reducing its environmental footprint but also creating a more efficient, resilient, and profitable business.

Conclusion
The cement manufacturer's journey is a powerful testament to the fact that industrial growth and environmental responsibility can, and must, go hand in hand. In an industry often associated with a heavy carbon footprint,the company is demonstrating that through a combination of technological innovation, strategic vision, and an unwavering commitment to sustainability, it is possible to build a better, greener future. The company's success is not just measured in tonnes of cement produced, but in the litres of fuel saved, the tonnes of CO2 emissions avoided, and the communities it is helping to build in a more sustainable way.
The initiatives at Dallathese initiatives across its sites are not isolated projects, but rather a glimpse into the future of the cement industry. By embracing AI, IoT, co-processing, and renewable energy, the company is not just optimizing its own operations; it is creating a blueprint for a more sustainable and circular economy. The company's willingness to set ambitious goals, such as achieving 85% green energy by 2030 and implementing an internal carbon price, sends a clear signal to the rest of the industry that the time for change is now.
As India continues on its path of rapid urbanization and infrastructure development, the role of the company than ever. The choices they make today will have a lasting impact on the environment and society for generations to come. By choosing the path of digital transformation and sustainability, the company is not just building a stronger, more resilient business; it is building a legacy of responsible leadership that will inspire others to follow. This commitment to a sustainable future, powered by digital innovation, is what truly sets the company apart and positions them as a leader for the 21st century and beyond.
Frequently Asked Questions
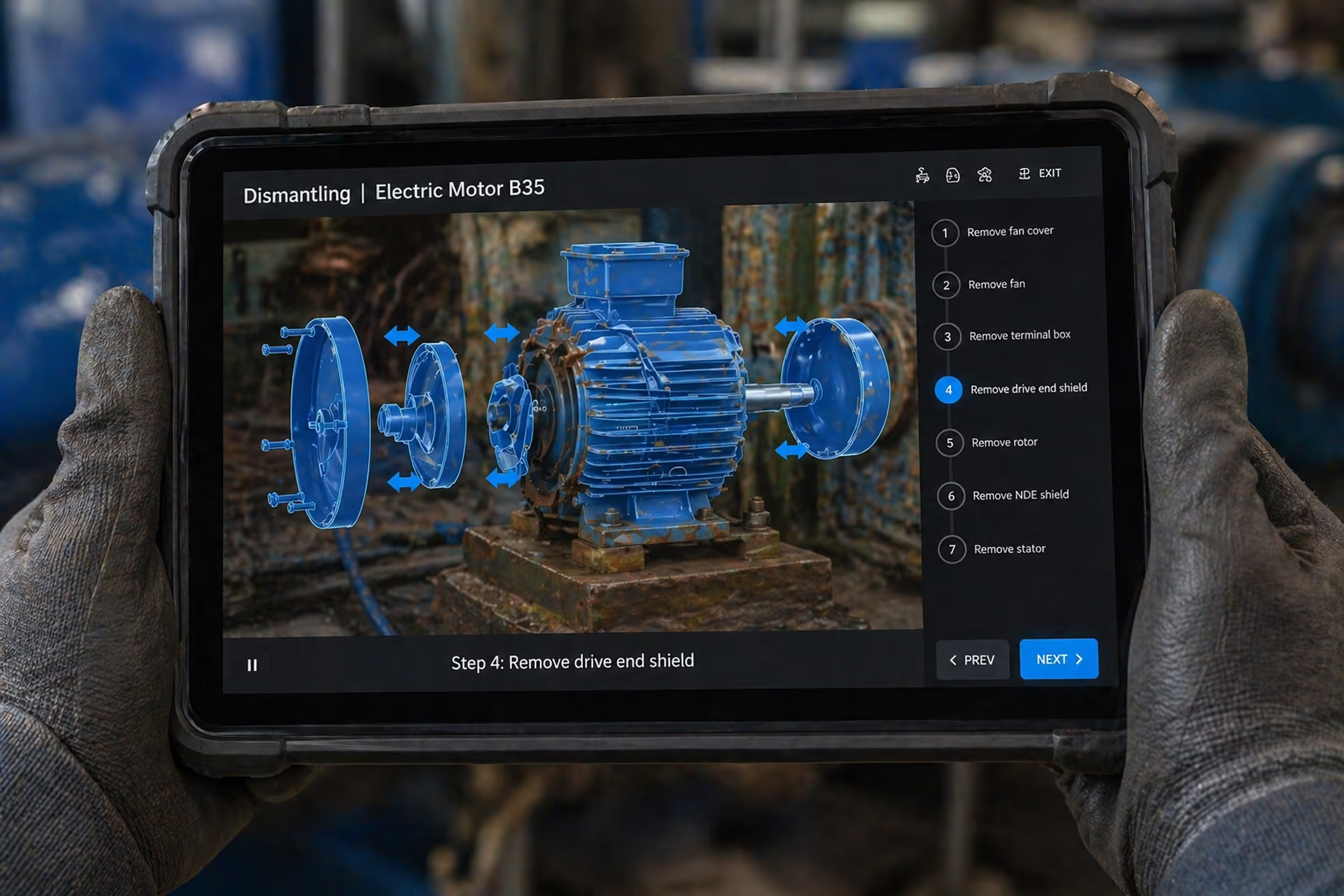
Q1Can a similar AR solution work for my manufacturing plant to improve operational efficiency?
Absolutely. While this case study focuses on the cement industry, the principles of using AR for remote assistance, real-time data visualization, and guided workflows are applicable across a wide range of manufacturing sectors. Whether you're in automotive, pharmaceuticals, or consumer goods, AR can help reduce downtime, improve training, and increase overall equipment effectiveness (OEE).
Q2 How long does it take to deploy a solution like this and what are the typical costs?
The deployment timeline and cost can vary significantly based on the scale and complexity of your operations. A pilot project for a single production line can be up and running in as little as 4-6 weeks. A full-scale rollout across multiple plants could take 6-12 months. Costs can range from a few thousand dollars for a pilot to several hundred thousand for a comprehensive, enterprise-wide solution. It's best to start with a small-scale pilot to prove the value and build a business case for a larger investment.
Q3What's the ROI and how soon will I see results from implementing an AR solution?
The return on investment (ROI) for AR solutions is typically driven by reductions in downtime, travel costs for experts, and training time for new employees. Many companies see a positive ROI within 12-18 months. In the case of UltraTech Cement, the fuel savings alone amounted to 190,000 liters of diesel per year, demonstrating a significant and immediate financial impact.
Q4How do I get started? What's the next step?
The first step is to identify a specific use case where AR can have the biggest impact on your operations. We recommend a brief, no-obligation consultation to explore your needs. For inquiries in India, please contact Rrahul Sethi at rrahul@metaverse911.in. For global inquiries, please reach out to Vandana Bansal at vandana@metaverse911.co.uk.
For India: Rrahul Sethi at rrahul@metaverse911.in
For Global inquiries: Vandana Bansal at vandana@metaverse911.co.uk